
Introduction
This lab built on our continuing studies of Shepherding as a means to understand human behavior in antiquity through experimental archaeology. In the highlands of Crete in Greece, Shepherd’s economic world revolves on cheese production, which is facilitated by transmigration, between mountains and lower valleys across the warm and cold seasons (Blitzer). These pastoral practices extend beyond Crete, representing thousands of people and years of tradition across space and time. In Crete, cheese was ultimately produced to be brought to the market in Heraklion.
In this lab, we performed the initial steps of the shepherds’ cheesemaking process. As an experiential process, our goal was to gain a deeper understanding of this experience, which takes both time and precision. The knowledge for this practice is evidently quite specialized and maintained through family specific tradition. Thus, there are varying techniques that can be used to carry out this process, each of which leads to specified results.
All groups followed the same basic steps that were provided by our instructor. One group (group 5) was in charge of manning the mozzarella station. Each group dedicated part of their curd mass to mozzarella production and the rest to ricotta/whey cheese production. The following report details data collected from these processes.
Photo Gallery

Whey left over after curd production

Completed ricotta


Straining the curds


Methods
Curds and Whey:
For this lab, the groups followed the same procedure to make curds and whey. Then all but one group made whey cheese, with the remaining group making mozzarella.
First, each group acquired a cast-iron dutch oven, one gallon of milk, ¼ cup of vinegar, a rennet tablet, 2 cups of water, and a thermometer.
Each group mixed the water, milk, and vinegar in the dutch oven and heated it over a wood fire until it reached 90 degrees Fahrenheit. At 90 degrees, each group added a mixture of a dissolved rennet tablet in water to their heated milk.
The milk was then kept at 90 degrees Fahrenheit for 30 minutes until a “clean break” was observed. A clean break is a term used to describe how the curd layer splits when a finger is inserted and pried upward through the curd layer. The desired result is a quick, straight split of the curd layer around the prying finger. A “clean break” is evidence that the curds have formed from the whey and are ready to be cut. The curd layer on top was then cut into cubes and maintained at 90 degrees Fahrenheit for another 15 minutes.
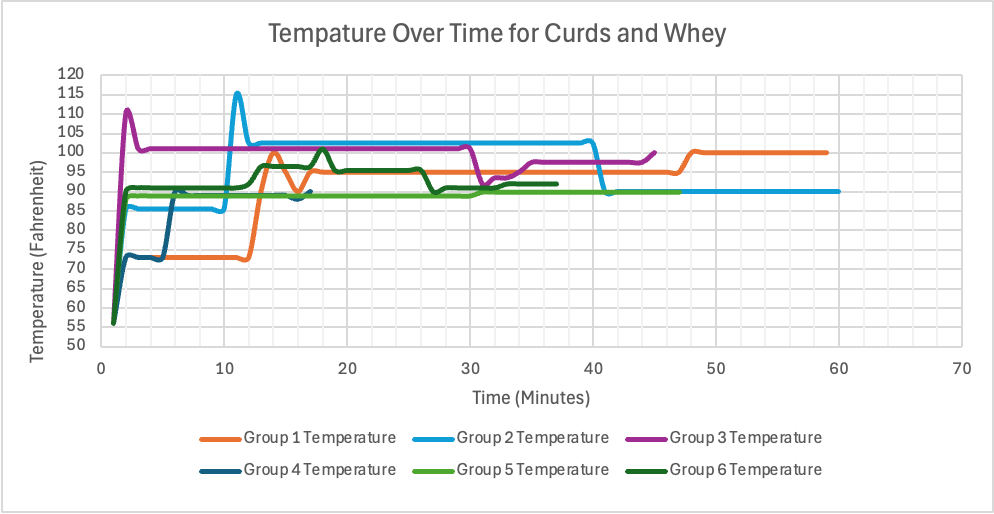
This chart shows the temperature over time of each group’s milk as they made curds and whey.
Not all groups were able to consistently measure temperature throughout the process. As such, an average was taken between recorded temperatures and used to supplement gaps in time. In reality, it is likely that temperatures fluctuated more than is shown.
After 15 minutes, the curds and whey were separated. This process consisted of pouring the contents of the Dutch oven through a cheese cloth and into a jar. The cheesecloth catches all of the curds and allows the whey to flow through into the jar. The cheesecloth containing the curds was then squeezed, removing as much whey from the curds as possible. Once separated, the curds and whey were weighed individually.
Whey Cheese Methods
Aside from one group, every group used its leftover whey to make whey cheese. Each group followed the same procedure as laid out below.
First, the whey was returned to the dutch oven and mixed with an amount of milk weighing 12 percent of the weight of the whey. The whey/milk mixture was then heated to 160 degrees over a wood fire. The mixture was allowed to continue to heat over the fire. At 170 degrees Fahrenheit, a pinch of salt was added. Then, at a temperature between 180 and 20 degrees, ¼ cup of vinegar was added. The mixture was kept at roughly 180 degrees until a thin, cloudy layer of curds formed at the surface.
Once curds formed at the surface, a slotted spoon was then used to flock the edges of the curd layer towards the center, which condensed the curds on the surface as well as brought more curds up from below. The dutch oven was then removed from the fire if it had not already been.
Then, using a slotted spoon, the curds were pulled from the whey and placed into a cheese cloth, which was then squeezed to remove any remaining whey.
At this point, the curds were weighed, and the whey was disposed of by being poured out onto the grass.
This procedure was the ideal process for making cheese; however, not every group was able to follow it. Some groups lacked consistent access to a thermometer and, as such, would sometimes overheat or underheat their milk mixtures. Overall timing also varied between groups as each group had a different fire, which heated at different rates.
Mozzarella Methods
Station 5 was dedicated to producing mozzarella from part of the curd mass for each group. Why from the first step of the process was placed back into the pot and reheated to reach 150 degrees. This took roughly 15 minutes to complete. ¼ cup of salt water was combined with 2 liters of cold water to serve as a salt bath. Pressed curds were cut into ¾ inch slices. THe curds were placed in the hot water for 5 minutes. They were then removed, and taken to the cutting board to be stretched and kneaded. They were returned to the hot water for another minute, then taken out and stretched again. The product was dipped into the hot water one more time, before being placed in a salt bath to cool.
Each group came in with varying curd consistencies. Some groups were extremely successful at mozzarella production- these were groups whose curds were slightly more gelled together and had a bit more moisture in them. The salt bath successfully salted the curds just slightly enough to flavor the cheese.
Groups that were unsuccessful at forming good stretchy and squeaky mozzarella had typically more crumbly, dry curds to begin with.
Varying curds were exposed to varying temperatures as well. Group 5 found that the warmer the water was, the better the curds ended up being for stretching and forming into the mozzarella ball.
Results
Group 1: Group 1 successfully produced 0.559 kg of curds and 3.084 kg of whey from 3.901 kg of milk. They followed the procedure fairly closely, though they cut the clean-break wait time slightly short (11 minutes instead of 15) and ran a bit hot at 100°F rather than the target 90°F. They then made ricotta, adding 0.375 kg of additional milk to the whey, a figure that was technically a small miscalculation but negligibly off. Their final ricotta yield was 0.083 kg, and despite deviating from the prescribed timing and temperatures, they described the end product as a “decent whey cheese.”
Group 2: Group 2 ran into early trouble when, without their own thermometer, their milk overheated to 115°F and took over 30 minutes to cool back down to the required 90°F. Despite this setback, their curds turned well. They produced 577 g of curds and 2,420 g of whey from 3,891 g of milk, though about 894 g (23%) was lost to spillage. Their whey cheese attempt, however, failed to produce any measurable product, likely because the fire had died down too much to maintain sufficient heat.
Group 3: Group 3 was the first group to have curds form and successfully produced both mozzarella and ricotta. After the 4th step, they had produced 521 g of curds and 3,548 g of whey. Their mozzarella was described as bland, squeaky, and rubbery. It was proposed that this could have been the result of not letting the cheese drain long enough (the group squeezed excess whey out instead of letting it sit for enough time), or from not sitting in the salted whey solution long enough, or from not reaching the correct temperature. The ricotta process went more smoothly, ending with 144 g of ricotta from 2,563 g of whey. Group members unanimously preferred the ricotta, finding it smokier and more flavorful than the mozzarella.
Group 4: Group 4 stood out for having a uniquely shallow fire pit, which resulted in slower but more even heating and an unusual curd structure where the curds sank to the bottom rather than floating on top. Their mozzarella was so well-received that people began eating it before it could be weighed, earning the comment “Your mozzarella is the BEST I’ve EVER seen!” from Jake. The ricotta effort was less successful: a combination of the shallow fire running too hot, a miscalibrated thermometer position (too high as whey depth decreased), and eventual boiling disrupted the process, yielding only about 170 g. Despite the ricotta challenges, the group estimated roughly 600 g of total cheese product from ~4,300 g of milk, or about a 1:8 cheese to milk ratio.
Group 5: Group 5 focused primarily on mozzarella production and managed the curd-making stage in about 31 minutes, producing a clean break before straining. However, they lost approximately 17.5% of their total mass during the process due to spillage and residue. Their mozzarella attempt was ultimately unsuccessful because they went first, meaning their curds had less time to set and the whey water hadn’t reached a high enough temperature. Their valuable practice run benefited later groups who used their observations to make their own cheese (particularly that harder-pressed curds and hotter water yielded better stretching results).
Group 6: Group 6 split into two sub-teams after curd production, one for mozzarella and one for whey cheese. From 3,908 g of milk they produced 429 g of curds and 3,764 g of whey, then added 640 g of additional milk to the whey for ricotta production. Their whey cheese process went smoothly, carefully monitoring temperature and yielding 268 g of ricotta. The mozzarella, handled at a shared station, was described as rubbery with a mild taste, and like other groups, much of it was eaten before it could be weighed.
Conclusion
Across all six groups, this cheesemaking lab demonstrated that producing quality cheese is far more of an adaptive craft than an exact science. While the procedure outlined target temperatures, timings, and measurements, almost every group deviated from these in some way, including: milk overheating to 115°F (Group 2), vinegar and salt being added at the wrong temperatures (Group 1), curds sitting at 100°F instead of 90°F (Groups 1 and 3). Still, most of the groups still produced respectable, and even exceptional, cheese. This strongly suggests that the biological and chemical processes underlying cheesemaking are able to tolerate a meaningful degree of human error and environmental variability.
That said, the data across groups does point to several factors that influenced quality. Temperature control during the whey cheese (ricotta) stage appeared to be the most consequential variable: groups that struggled to maintain sufficient heat, like Group 2, whose fire had died down, and Group 4, whose shallow pit lost heat quickly, either failed to produce ricotta or yielded very little. By contrast, groups with consistent, controllable fires (Groups 1, 3, and 6) produced ricotta more reliably. For mozzarella, curd preparation seems to have mattered most. Group 5 noted that harder-pressed curds and hotter water produced better stretch, while Group 3’s mozzarella suffered from what was likely an insufficiently hot soaking solution or overworked curds that had not been drained properly. Group 4’s unusual curd structure (sinking rather than floating) may have altered the moisture content of their curds in a way that contributed to their superior mozzarella, though this is worth testing further.
Several variables stand out as worth isolating in future experiments. Fire intensity and consistency was the single hardest-to-control factor across all groups, and standardizing heat source (or at minimum ensuring each group has its own thermometer) would allow temperature’s true effect on yield and texture to be measured more cleanly. The ratio of curd compression before mozzarella stretching, the temperature of the hot water bath, and the duration of soaking all appeared to affect stretchability and texture but were handled inconsistently across groups, making direct comparison difficult. The lab raised an interesting question about whether slight overheating during the initial milk stage actually matters at all for curd quality. The evidence here suggests it may not. Ultimately, the most consistent theme across all six groups was that attention and adaption are key to cheese making, providing a glimpse into how humans could successfully master the craft before thermometers, timers, or other modern conveniences that make standardization easier.
0 thoughts on “Week 3 Lab Summary: Cheese”